

A4-油阀座零件图-Model
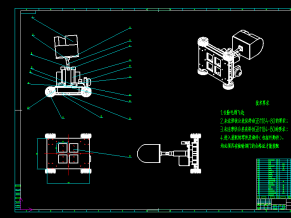
制造业中尤其是机械制造业,在产品生产过程中按照特定工艺,不论其生产规模如何,都需要种类繁多的工艺装备,而制造业产品的质量、生产率、成本无不与工艺装备有关。随着不规则形状零件在现代制造业中的广泛应用,如何保证这类零件的加工精度就显得尤为重要。本文通过分析注油器油阀座零件的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。对于夹具设计来说,最重要的就是定位、夹紧方案的确定。通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置。同时,通过对一系列定位误差和夹紧力的计算,验证了该零件的加工是可以保证其要求的精度的,它的加工误差在规定的范围内。通过夹紧力的计算,也验证了零件在被夹紧的前提下,它受到的夹紧力也并不大,满足夹具设计所要求的既要保证一定的夹紧力不使工件在加工过程中发生位移,但同时又不能过大致使工件发生变形。

A1-铣夹具体-Model

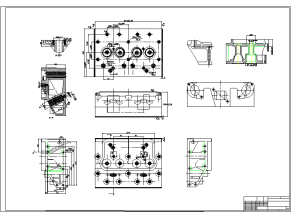
A1-铣夹具装配图-Model

A1-钻床夹具装配图-Model

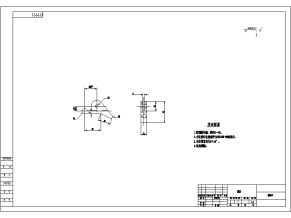
A-毛坯图-Model

A-钻床孔轴套-Model

A-钻床零件图-V型块-Model
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!















")
")



机械加工工艺及夹具设计【镗φ60和φ30内孔】(CAD图纸+工序卡+工艺卡+说明书)")

