

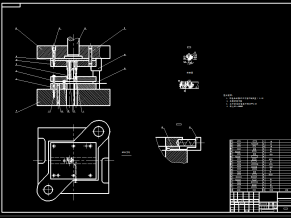
10M3天然气储罐装配图
技术要求
1.本设备所用压力管道元件须由持证单位生产并且产品上须有"TS"标志。
2.壳体用Q345R钢板,应每批取一张钢板进行夏比(V形缺口)低温冲击试验,试验温度为-19℃,冲击功不小于34J,
试样取样方向为横向。
3.焊接采用电弧焊,焊条牌号:Q345之间为J507,Q345R与碳素钢之间J427,碳素钢之间J422。
焊丝与焊剂由焊接工艺定。
4.焊接接头型式及尺寸除图中注明外,其余按GB/T985.1~2-2008中规定,焊接均采用全焊透结构。
5.射线检测技术等级为AB级。
6.设备制造完毕后,进行炉内整体消除应力热处理。所有予焊件应在热处理前焊好,热处理后不得进行施焊。
7.水压试验合格后,用干燥洁净的空气进行气密性试验,经检查无泄漏,保压时间不少于30分钟为合格。
8.本设备油漆包装运输按JB/T4711-2003执行。
注:
1.安全阀型号为A42Y-63,DN50。
2.本设备所用锻件按NB47008-2010《承压设备用碳素钢和低合金钢锻件》中Ⅱ级和III级进行制造、检验和验收。

设计数据表

















")




_dwg")


