图纸
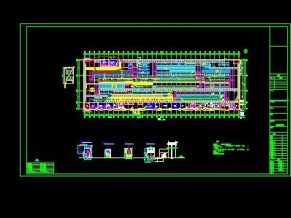
车架前处理电泳设备平面图,一、设计依据:
1.工件名称:汽车车架
2.材质:Q235-冲焊件
3.工作制度:291天/年,16小时/天
4.年产量:60000件/年
5.工件综合吊挂尺寸:(三件/挂)7000×1400×1200mm
6.工件综合吊挂重量:1500kg
7.工艺节拍:每12分钟出一挂(三件);
8.前处理:5组自行葫芦输送工件,PLC编程控制;
9.厂房尺寸:102000x18000x8000mm(LxWxH)
10.工件挂托方式示意图(如左)
11.前处理:挂具高度见简图(自行葫芦吊索长在设备内400mm)
12.烘干:用地面链、工艺小车输送工件,小车高度500mm
二、工艺流程
上件
预脱脂(50~60%%DC 3min)
脱脂(50~60%%DC 4min)
水洗(Rt 1min)
水洗(Rt 1min)
表调(Rt 1min)
磷化(40~50%%DC 3min)
水洗(Rt 1min)
循环纯水洗(Rt 1min)
新鲜纯水洗(Rt 0.5s)
检查工位
电泳底漆(28%%DC 3min)
UF1水洗(1min)
纯水洗(1min)
纯水淋洗(0.5min)
吹水检查工位
转线、落到工艺小车上
电泳烘干(180~210%%DC 30min)
自然冷却(10min)
检验、下件

电泳段截面

吊挂形式

烘干段截面

设备平面

设计参数

图例