

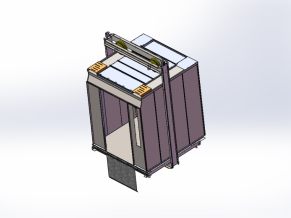
组对机
1、此组对机是把热水器的内筒和上下堵头进行对接,对接完成后,电焊机点焊使其成为一体。
2、组对机可组对五种规格的筒体,每种规格筒体有相应的定位板定位。定位座按筒体规格固定后
装上定位板,调整定位块即可调整组对精度。
3、组对机的组对顺序为:人工分别把上下堵头放在固定座组件的定位块上--两边气缸分别夹紧(吸紧)
--送内筒的小车到位停车--小车顶升起内筒到组对机的顶部定位块定位
--组对气缸带动固定座组件开始同时对接--人工点焊接缝处--送料小车
回去接料--接料小车把组对好的筒体送往下道工序
4、组对机装配时,调整好顶部的两个V型块的各个点完全在同一面上后,用样件调整两个固定座组件与
筒体的同心度,其同心度不大于0.05mm.
5、装配时调整底部四个角上的调整螺栓,使架体顶面上的安装板与地面的平行度为0.1mm.

架体组件

滑板

内筒顶升装置2

移动定位板

斜支撑

上堵头推座

气缸推板组件

上堵头定位座

内筒顶升装置1

部分零件

上堵头固定座组件

下堵头固定座组件

全图
















(含三维图+CAD图纸+说明书)")








