

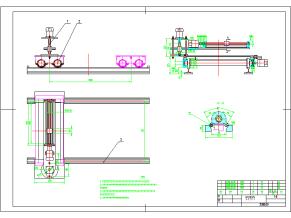
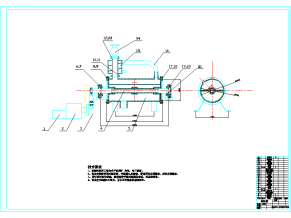
总装图
制件如图1-1所示,材料为Q235,材料厚度为1mm,制件尺寸精度按图纸要求,未注按IT12级,生产纲领年产15万件。
一、零件工艺分析
本制件形状简单、尺寸、厚度适中,一般批量生产,属于普通冲压件,但在设计冷冲压模具时要注意以下几点:
1、制件的外形轮廓、结构都算简单,但是要考虑七个孔的加工,
2、此制件的加工难点主要在七个孔的定位,
3、由于几个孔的尺寸都较小,并且有一定的批量,在设计时要重视模具的材料和结构的选择,保证一定的模具寿命。
二、工艺方案的确定
根据制件的工艺的分析,其基本工序有落料、冲孔、弯曲三种。按其先后顺序组合以及合理的加工方案有以下几种:
1、落料-冲孔-弯曲,单工序冲压。
2、冲孔-落料-弯曲压筋,复合冲压。
方案1)为单工序冲压模具。由于制件的结构,材料的厚度适中,冲孔与落料一次冲压完成,故不宜采用此方案。
方案2)复合冲压模具。由于制件的结构,材料的厚度适中,冲孔与落料一次冲压完成。故宜采用此方案
具体方案示意如下:
因制件材料较薄,为保证制件平整,采用弹性卸料装置。它还可对冲孔小凸模起导向作用和保护作用。为方便操作和取件,可选用双柱压力机,纵向送料。

弯曲模装配图-Model

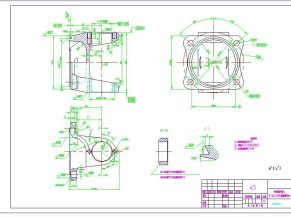
凹模固定板

凹凸模

冲裁模装配图-Model

冲孔凸模

顶尖块

工艺卡-Model

目录1

目录2

零件展开图-Model














")


")
")
")