СуМўЭМ
ЩшМЦЪЧЛљгкЗХЦјЗЇБОЬхСуМўЕФМгЙЄЙЄвеЙцГЬМАвЛаЉЙЄађЕФзЈгУМаОпЩшМЦЁЃЗХЦјЗЇБОЬхСуМўЕФжївЊМгЙЄБэУцЪЧЭтдВМАПзЯЕЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШвЊБШБЃжЄПзЯЕЕФМгЙЄОЋЖШШнвзЁЃвђДЫЃЌБОЩшМЦзёбЯШУцКѓПзЕФддђЁЃВЂНЋПзгыЦНУцЕФМгЙЄУїШЗЛЎЗжГЩДжМгЙЄКЭОЋМгЙЄНзЖЮвдБЃжЄПзЯЕМгЙЄОЋЖШЁЃжївЊМгЙЄЙЄађАВХХЪЧЯШвджЇГаПзЯЕЖЈЮЛМгЙЄГіЖЅЦНУцЃЌдкКѓајЙЄађжаГ§ИіБ№ЙЄађЭтОљгУЖЅЦНУцКЭЙЄвеПзЖЈЮЛМгЙЄЦфЫћПзЯЕгыЦНУцЁЃМаОпбЁгУзЈгУМаОпЃЌМаНєЗНЪНЖрбЁгУЪжЖЏМаНєЃЌМаНєПЩППЃЌЛњЙЙПЩвдВЛБиздЫјЁЃвђДЫЩњВњаЇТЪНЯИпЁЃЪЪгУгкДѓХњСПЁЂСїЫЎЯпЩЯМгЙЄЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ФПТМ
Ек1еТСуМўЕФЗжЮі3
1.1СуМўЕФзїгУ3
1.2СуМўЕФЙЄвеЗжЮі3
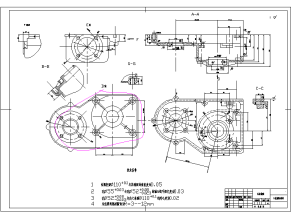
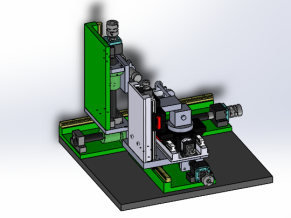
Ек2еТЙЄвеЙцГЬЩшМЦ5
2.1ШЗЖЈУЋХїЕФжЦдьаЮЪН5
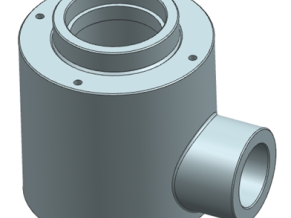
2.2ЗХЦјЗЇБОЬхМгЙЄЕФжївЊЮЪЬтКЭЙЄвеЙ§ГЬЩшМЦЫљгІВЩШЁЕФЯргІДыЪЉ5
2.2.1ПзКЭЦНУцЕФМгЙЄЫГађ5
2.2.2МгЙЄЗНАИбЁдё5
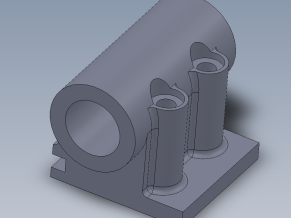
2.3ЗХЦјЗЇБОЬхМгЙЄЖЈЮЛЛљзМЕФбЁдё5
2.3.1ДжЛљзМЕФбЁдё5
2.3.2ОЋЛљзМЕФбЁдё5
2.4ЗХЦјЗЇБОЬхМгЙЄжївЊЙЄађАВХХ6
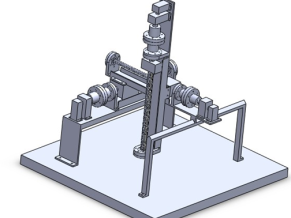
2.5жЦЖЈЙЄвеТЗЯп6
2.6ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ8
2.7ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ8
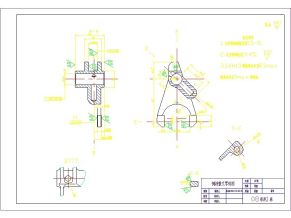
Ек3еТЙЄађ5ЯГM14X1-3ЖЫУцМаОпЩшМЦ13
3.1баОПдЪМжЪСЯ13
3.2ЖЈЮЛЛљзМЕФбЁдё13
3.3ЧаЯїСІМАМаНєЗжЮіМЦЫу14
3.4ЮѓВюЗжЮігыМЦЫу16
3.5СуЁЂВПМўЕФЩшМЦгыбЁгУ17
3.6МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї19
змНс20
ВЮПМЮФЯз21
ЗХЦјЗЇЪЧАВзАдкЗЂЖЏЛњгЭЕзПЧДІгУгкгааЇЕФЧхГ§ЕєЦћГЕгЭЕзПЧФкЕФгЭФрЁЂЬњаМЕШВаСєЮяЃЌЮЊаТЛњгЭЕФзЂШыДДЩшвЛИіИЩОЛЕФПеМфЃЌФмЙЛБЃГжЗЂЖЏЛњЕФСМКУЕФдЫаазДЬЌКЭадФмЃЌВЛНіФмЙЛЬсЩ§ЗЂЖЏЛњЕФЙІТЪЃЌИќФмбгГЄЗЂЖЏЛњЕФЪЙгУЪБМфЃЌЪЙЦћГЕвЛжББЃГждкСМКУЕФзДЬЌЃЁ

ЙЄађПЈ5

ЙЄвеПЈ

МаОпЬх

УЋХїЭМ

ФПТМ

зАХфЭМ

зжЪ§

змРР
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ