

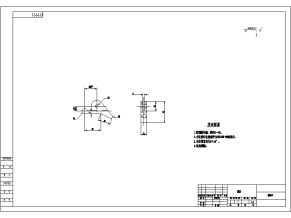
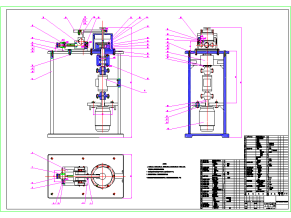
零件图
目给的零件是锥轴零件,主要作用是起连接作用。
零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。
图5-40
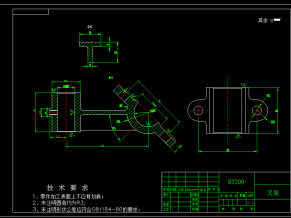
2.2零件的工艺分析
由零件图可知,其材料为35,适用于承受较大应力和要求耐磨零件。
锥轴零件主要加工表面为:1.车外圆及端面,表面粗糙度值为3.2 。2.车外圆及端面,表面粗糙度值3.2 。3.车装配孔,表面粗糙度值3.2 。4.半精车侧面,及表面粗糙度值3.2 。5.两侧面粗糙度值6.3 、12.5 ,法兰面粗糙度值6.3 。
锥轴共有两组加工表面,他们之间有一定的位置要求。现分述如下:
(1).左端的加工表面:
这一组加工表面包括:大头端面,Φ16内圆,倒角钻孔并攻丝。这一部份只有端面有6.3的粗糙度要求,要求并不高,粗车后半精车就可以达到精度要求。而钻工没有精度要求,因此一道工序就可以达到要求,并不需要扩孔、铰孔等工序。
(2).小头端面的加工表面:
这一组加工表面包括:小头端面;Φ50的外圆,粗糙度为0.8;Φ30的外圆,10度斜面外圆,并带有倒角;钻中心孔。其要求也不高,粗车后半精车就可以达到精度要求。其中,Φ8的孔或内圆直接在上做镗工就行了。

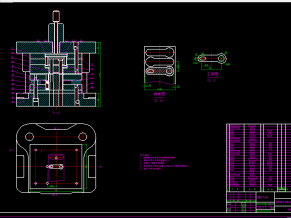
V型块

工序卡

工艺卡

夹具体

毛坯图

目录

支撑

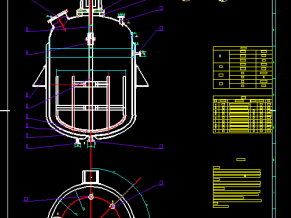
装配图

钻模板












CAD图纸+SolidWorks三维模型+说明书")
CAD图纸+说明书+SolidWorks三维模型")


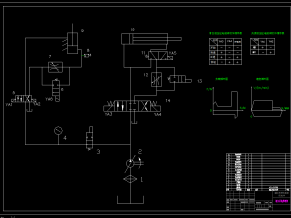
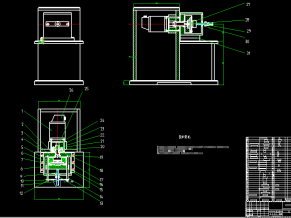
顶面钻孔专用机床设计CAD图纸+说明书")


