

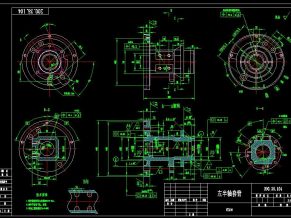
钻工艺孔夹具装配图
【优秀毕设,CAD2007版本,可做参照,使用时可自行编辑,仅供参考?摘要:本设计是汽车变速箱箱体零件的加工工艺规程及一些工序的专用夹具设计。汽车变速箱箱体零件的主要加工表面是平面及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。基准选择以变速箱箱体的输入轴和输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。主要加工工序安排是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。支承孔系的加工采用的是坐标法镗孔。整个加工过程均选用组合机床。夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁。因此生产效率较高。适用于大批量、流水线上加工。能够满足设计要求。关键词:变速箱;加工工艺;专用夹具――――――夹具详细说明:1)加工工艺孔夹具设计:本夹具主要用来钻、扩、铰两个工艺孔。这两个工艺孔均有尺寸精度要求与表面粗糙度要求,与顶面垂直。并用于以后各面各孔加工中的定位。其加工质量直接影响以后各工序的加工精度。本到工序为汽车变速箱体加工的第二道工序,加工到本道工序时只完成了顶面的粗、精铣。因此再本道工序加工时主要应考虑如何保证其尺寸精度要求和表面粗糙度要求,以及如何提高劳动生产率,降低劳动强度。2)粗铣前后端面夹具设计:本夹具主要用来粗铣汽车变速箱箱体前后端面。由加工本道工序的工序简图可知。粗铣前后端面时,前后端面有尺寸要求,前后端面与工艺孔轴线分别有尺寸要求55mm。以及前后端面均有表面粗糙度要求Rz50。本道工序仅是对前后端面进行粗加工。因此在本道工序加工时,主要应考虑提高劳动生产率,降低劳动强度。同时应保证加工尺寸精度和表面质量。

变速箱工艺规程及钻、扩、铰工艺孔及铣端面夹具设计(2套夹具)

粗铣前后端面夹具装配图

毕设全套资料

钻工艺孔夹具装配细节图

机械加工工艺过程综合卡片全套

粗铣前后端面夹具体

变速箱外壳

钻工艺孔夹具钻模板

目录
















柴油机连杆工艺规程及(铣面、扩孔)夹具设计+2.6万字说明书+工序卡")
减速箱工艺规程及铣前后端面及下底面夹具设计(2套夹具)CAD图纸+说明书+工艺卡")
+1.3万字说明书CAD图纸+工序卡+工艺卡")
加工工艺规程及夹具设计+说明书CAD图纸")

夹具设计(2套夹具)CAD图纸+说明书1.1万字+工艺卡+工序卡")
连接座加工工艺规程及夹具设计CAD图纸+说明书8k字+工序卡+工艺卡")


