

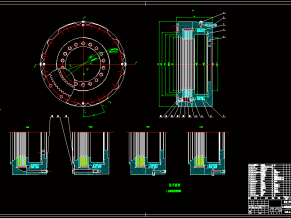
零件图
J5600调温器工艺规程设计和系列夹具设计(含全套CAD图纸)
摘要
本次设计的主要内容包括J5600调温器工艺规程设计和系列夹具设计的两大方面。本文对一个常规工艺设计的步骤做了详细阐述,在此基础上对零件加工要求进行分析,最终确定毛坯材料,选择定位基准,并留出适当的加工余量。综合分析制定出零件加工工艺路线。得到工艺路线后,需要对工艺路线中的具体参数进行计算,计算加工余量,计算切削用量,并根据计算结果选择机床,此外还计算了加工过程中的辅助时间。
另外,进行专用夹具的设计可以提高劳动生产率,降低劳动强度,更能有效地提高产品的精度,减少废品,所以夹具设计的优劣也影响到产品的质量。因此,本文论述了夹具的分类类型,在结合上述的定义和介绍,对一些典型工序进行了对比分析,最终确定了一些工序的夹具设计。在夹具的设计过程中,本文参考了一些既有的成果,也有对夹紧力的分析,对定位和夹持的结构进行了反复对比,确定出了夹具的具体结构形式。
除此之外,还绘制了夹具图、零件图,编写了工艺卡片。
目录
摘要III
Abstract IV
目录V
1绪论1
1.1本课题研究的内容及意义1
1.2国内外发展情况1
1.3本课题应达到的要求2
2零件的分析3
2.1零件的作用3
2.2零件的工艺分析3
3工艺规程设计7
3.1确定毛坯的制造形式7
3.2定位基准的的选择11
3.2.1粗基准的选择11
3.2.2精基准的选择11
3.2.3本零件的粗基准和精基准的分析选择12
4拟定工艺路线13
4.1工艺路线方案一13
4.2工艺路线方案二: 14
4.3工艺方案的比较与分析15
5机械加工余量、工序尺寸及毛坯尺寸的确定16
5.1确定机械加工余量及工序尺寸16
5.2确定各工序所用机床及工艺装备20
5.2.1机床的选择20
5.2.2工艺装备的选择20
5.3确定切削用量及基本工时22
5.3.1车削加工23
5.3.2铣削加工25
5.3.3钻削加工26
6专用夹具设计33
6.1机床夹具的功能和应满足的要求33
6.1.1机床夹具的功能33
6.1.2机床夹具应满足的要求33
6.2机床夹具的分类33
6.3夹具的组成34
6.4夹具的设计34
6.4.1工序30车两Φ50mm孔端面34
6.4.2工序90铣Φ26mm孔端面和钻孔Φ10mm 40
6.4.3工序110铣Φ36mm、Φ34mm、Φ26mm、26x52 mm端面43
7结论与展望47
7.1结论47
7.2不足之处及未来展望47
致谢48
参考文献49
附录50

夹具零件图2车26mm孔端面及钻孔10mm

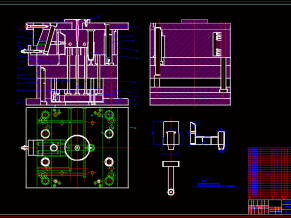
夹具装配图2车26mm孔端面及钻孔10mm

夹具零件图2铣各端面

夹具装配图2铣各端面

零件图夹具1.1车50mm端面及孔

零件图夹具1.2车50mm端面及孔

装配夹车50mm端面及孔
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!











")
")
(含全套CAD图纸)")
")

")
")
")
")