СуМўЭМ
ФПТМ
ађбд..................................1
1ЁЂСуМўЕФЗжЮі.........................2
1.1СуМўЕФзїгУ...........................2
1.2СуМўЕФЙЄвеЗжЮі........................2
2ЁЂУЋХїМђЭМ...........................2
3ЁЂЙЄвеЙцГЬЩшМЦ.......................3
3.1бЁдёУЋХїжжРрВЂШЗЖЈжЦдьЗНЗЈ...............3
3.2ЛљУцЕФбЁдё...........................3
3.3жЦЖЉЖЈЙЄвеТЗЯп........................3
3.4ЙЄвеТЗЯпЕФБШНЯгыЗжЮі...................4
3.5ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ......4
3.6ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ..................5
1.1СуМўЕФзїгУ
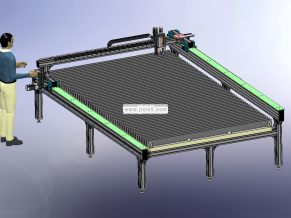
ЬтФПЫљИјЖЈЕФСуМўЪЧЦћГЕЛЛЕВВПЗжЕФВйзнИЫжЇМмЃЌЫќЕФжївЊзїгУЪЧЙЬЖЈВйзнИЫЃЌЪЙЦфдкааЪЛЙ§ГЬжаРЮЙЬПЩППЁЃСуМўЩЯЕФ3-ІЕ11ПзгУТнЫЈЙЬЖЈдкЕззљЩЯЃЌВйзнИЫгУІЕ20ЕФЖЈЮЛЯњЙЬЖЈдкжЇМмЩЯЃЌВЂЧвдкЛЛЕВЪБвРППРћгУ36ВлЙьМЃВЛЛсв§Ц№ЦЋВюЁЃ
1.2СуМўЕФЙЄвеЗжЮі
ВйзнИЫжЇМмЙВга4зщМгЙЄБэУцЃЌЗжЮіШчЯТЃК
ЃЈ1ЃЉ2-ІЕ20ПзЃЌ
ЃЈ2ЃЉжЇМмЕзУц
ЃЈ3ЃЉ36Вл
ЃЈ4ЃЉ3-ІЕ11Пз
ДЫСуМўЭтаЮНЯаЁЃЌЭМжаГ§2-ІЕ20ПзЃЌЙЋВювЊЧѓНЯбЯИёЭтЃЌЦфЫќМгЙЄУцЙЋВювЊЧѓНЯЕЭЃЌВЂЧвЮоЮЛжУЖШвЊЧѓЃЌЕЋЪЧЮЊСЫТњзузАХфадФмЃЌИљОнЯжГЁЪЕМЪЃЌдкМгЙЄЙ§ГЬжавЊжЦЖЈЙЄвеЛљзМЃЌВЂжЦЖЈГіЙЄвеЙЋВюЃЌРћгУЙЄвеЛљзМРДМгЙЄКѓајЙЄађЁЃ
2.1бЁдёУЋХїжжРрВЂШЗЖЈжЦдьЗНЗЈ
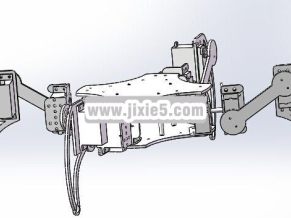
ВйзнИЫжЇМмВФСЯЮЊЛвЬњМўЃЌХЦКХHT200ЃЌСуМўФъВњСПЮЊ10000МўЃЌвбДяДѓХњЩњВњЕФЫЎЦНЃЌЖјЧвСуМўЕФТжРЊГпДчВЛДѓЃЌЙЪПЩВЩгУОЋж§МўЃЌетДгЬсИпЩњВњТЪЁЂБЃжЄМгЙЄОЋЖШЩЯПМТЧвВЪЧгІИУЕФЁЃ
2.2ЛљУцЕФбЁдё
ЛљУцбЁдёЪЧЙЄвеЙцГЬЩшМЦжаЕФживЊЙЄзїжЎвЛЁЃЛљУцбЁдёЕУе§ШЗгыКЯРэЃЌПЩвдЪЙМгЙЄжЪСПЕУЕНБЃжЄЃЌЩњВњТЪЕУвдЬсИпЁЃЗёдђЃЌМгЙЄЙЄвеЙ§ГЬжаЛсЮЪЬтАйГіЃЌИќгаЩѕепЃЌЛЙЛсдьГЩСуМўДѓХњБЈЗЯЃЌЪЙЩњВњЮоЗЈе§ГЃНјааЁЃ
ЃЈ1ЃЉДжЛљзМЕФбЁдёЃК
ЖдгкСуМўЖјбдЃЌОЁПЩФмбЁдёВЛМгЙЄБэУцЮЊДжЛљзМЁЃЖјЖдгкгаШєИЩИіВЛМгЙЄБэУцЕФЙЄМўЃЌдђгІвдгыМгЙЄБэУцвЊЧѓЯрЖдЮЛжУОЋЖШНЯИпЕФВЛМгЙЄБэУцзіДжЛљзМЁЃвђЮЊЯГЕзУцЪБвЊБЃжЄ54ЁР0.5ЃЌЫљвдвд2-R20ЭтдВБэУцЮЊДжЛљзМЁЃ
ЃЈ2ЃЉОЋЛљзМЕФбЁдёЃК
ОЋЛљзМЕФбЁдёгаРћгкБЃжЄМгЙЄОЋЖШЃЌВЂЪЙЙЄМўзАМаЗНБуЁЃдкбЁдёЪБЃЌжївЊгІИУПМТЧЛљзМжиКЯЁЂЛљзМЭГвЛЕШЮЪЬтЁЃЕБЩшМЦЛљзМгыЙЄађЛљзМВЛжиКЯЪБЃЌгІИУНјааГпДчЛЛЫуЁЃОЋЛљзМбЁдёЮЊЕзУцМА3-ІЕ11ПзЁЃ

УЋХїЭМ
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ