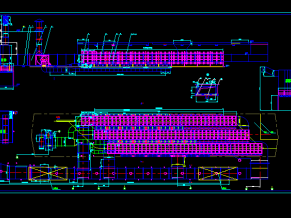
前处理总图
涂装前处理装置,总图设计完美,工艺精细、结构十分完整,配套部件齐全,图中设计参数、工艺流程、制作要求明确。
设计参数:
序号名称规格和尺寸单位备注
1生产纲领133000台/年.双班
2运输方式摆杆悬挂输送机
3生产节拍1.6 min
4悬链移动速度2.97 m/min
5节距4750 m
6工件尺寸2280x2700x2500 mm不含吊具
7工件质量460 kg/件
8吊具质量360 kg/个
9涂装面积72 m2 /件
10生产率(质量) 17250+13500 kg/h工件+吊具
11生产率(面积) 2700 m2 /h
工艺流程:
序号工序名称清洗方式时间min工作温度%%dC
1热水洗洪流+半浸浸入即出55%%P5
2预脱脂喷淋喷淋1.0 50%%P5
3脱脂喷-浸-喷3.0 50%%P5
4第一水洗喷喷淋0.5常温
5第二水洗喷+浸+喷浸入即出常温
新鲜RO1水喷喷出槽喷常温
6表调喷-浸浸入即出常温
7磷化浸-喷3.0 35~40
8第三水洗喷喷淋0.5常温
9第四水洗喷+浸+喷浸入即出常温
DI水喷喷出槽喷常温
10循环DI水洗喷+浸+喷浸入即出常温
11新鲜RO2喷喷淋2环常温
施工要求:
1.设备涂漆颜色车间统一协调考虑.
2.梯子可现场确定其安装位置,栏杆的设置需符合国家安全标准.
3.所有槽,沥水板的开口及接管应对照整套图纸确认后施工完成,焊接时焊缝连续,不得有渗漏.
4.所有管路应有色标,并应标明工作介质流向.设备涂漆颜色车间统一协调考虑.
5.所有槽体制造时应参考其管路图.
6.所有焊缝焊后需打磨平整,不锈钢件的焊点需作酸蚀处理.
7.所有管道支撑施工时现场做支.吊结构固定.
8.所有安装后被覆盖的型材和钢板要事先涂防锈漆,不锈钢件除外.
9.所有零件均不能含硅酮.
10.所有螺栓,螺母和垫圈均镀锌,不锈钢除外.
11.总质量中不包括外购件.标准件质量.
12.与外购设备相接的管路,其接口位置仅供参考.施工时应根据外购设备安装情况做适当调整.
13.脱脂区.磷化区各设一个洗眼器,现场确定其安装位置.
14.除油装置为全套采购,供应商负责现场安装.调试至满足工艺要求.
15.磷化区采用不锈钢316材质,其它区域采用0Cr18Ni9不锈钢.
16.照明灯箱带安装附件,可根据现场情况确定其安装位置.
17.滤网清洗槽在脱脂区和磷化区联合平台上各设置一个,可根据现场情况确定其安装位置配工业水管路及龙头阀门.

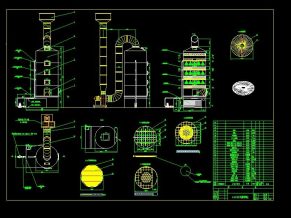
部件明细

底面布置图

工艺流程

截面结构图

立面结构图

平面结构图

剖面结构图

性能参数

制作要求
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!