

零件图
目录
1踏脚杆的工艺分析及生产类型的确定1
1.1踏脚杆的技术要求1
1.2审核踏脚杆的工艺性2
1.3确定踏脚杆的生产类型2
2.确定毛坯、绘制毛坯简图2
2.1选择毛坯2
2.2确定毛坯的尺寸公差和加工余量2
2.2.1公差等级2
2.2.2铸件的尺寸公差及加工余量2
2.2.3毛坯设计3
3.拟定踏脚杆工艺路线4
3.1定位基准的选择4
3.1.1精基准的选择4
3.1.2粗基准的选择4
3.2表面加工方法的确定4
3.3加工阶段的划分5
3.4工序的集中与分散5
3.5工序顺序的安排5
3.5.1机械加工工序5
3.5.2辅助工序5
3.6确定工艺路线5
4切削用量、时间定额的计算(工序10和工序11) 6
4.1切削用量的计算6
4.1.1工序10-钻M6螺纹孔6
4.1.2工序11—攻丝6
4.2时间定额的计算7
4.2.1工序10-钻M6螺纹孔7
4.2.2工序11—攻丝7
4.2.3辅助时间的计算7
4.2.4其他时间的计算7
5夹具设计7
5.1定位方案8
5.2夹紧机构8
5.3对刀及导向装置8
5.4夹具体8
5.5使用说明8
6.机床夹具展望及设计体会8
7.参考文献11
1.2审核踏脚杆的工艺性
分析零件图可知,踏脚杆中间、左端孔两端面和中间孔上端面均要求切削加工;另外,该零件除主要工作表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求;由此可见,该零件的工艺性较好。
1.3确定踏脚杆的生产类型
零件的生产纲领:年产50000件,属于大批量生产。
2.确定毛坯、绘制毛坯简图
2.1选择毛坯
由于该踏脚杆在工作过程中要承受一定载荷,为增强踏脚杆的强度和韧性,获得纤维组织,毛坯选用铸件,由于该踏脚杆的轮廓尺寸较大,且形状不规范不易采用锻造加工。该零件生产类型属大批生产,为提高生产率和铸件精度,以采用机器造型方法制造毛坯。毛坯的拨模斜度为5°。
2.2确定毛坯的尺寸公差和加工余量
要确定毛坯的尺寸公差及机械加工余量,应先确定如下各项因素。
2.2.1公差等级
由于踏脚杆的功用和技术要求。加工面的线性尺寸的未注公差为GB1804-C
2.2.2铸件的尺寸公差及加工余量
踏脚杆铸造毛坯尺寸公差及加工余量
项目/mm机械加工余量/mm尺寸公差/mm备注
宽度19 2.5 2.4 -----
厚度25 2.5 2.4 -----
厚度20 2.5 2.4 ------
孔径φ16 2.5 3.0 ------
中心距50 2.5 4.0 -------
2.2.3毛坯设计
2.2.3.1确定圆角半径
铸造圆角为2-3mm。
2.2.3.2确定拔模斜度
拔模模斜度为:5°。
2.2.3.3确定分模位置
选择在主视图中心平面为分模面,分模线为直线,属平直分模线。
2.2.2.4确定毛坯的热处理方式
材料为灰铸铁,热处理的目的是:通过改善铸铁的基体组织来提高铸件的性能。热处理的方式为:1.因为踏脚杆结构形状复杂,要进行消除内应力的退火处理(又称人工时效)。2.灰铸铁的表层及一些薄截面处易产生白口,需进行退火处理。
顶杆帽零件加工工艺规程及铣5.5H9×14孔槽的夹具设计CAD图纸+说明书+工序卡+工艺卡

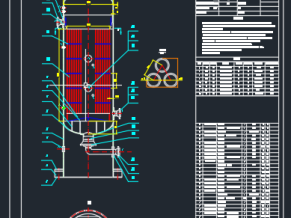
夹具体零件图

毛坯

装配图

资料清单
















![【A型】[831003]CA6140车床拨叉工艺及钻攻2-M8螺纹孔夹具设计CAD图纸+说明书](http://img.jixie5.com/d/file/2018/10/22/fa726ee61eeb5d249132b378fc9db3a6.gif@!l "【A型】[831003]CA6140车床拨叉工艺及钻攻2-M8螺纹孔夹具设计CAD图纸+说明书")


")


![拨叉[831007]钻攻M8螺纹孔夹具设计CAD图纸+说明书](http://img.jixie5.com/d/file/2018/07/18/525914f472c3fc022abf0f5b8dcc8fb2.gif@!l "拨叉[831007]钻攻M8螺纹孔夹具设计CAD图纸+说明书")
