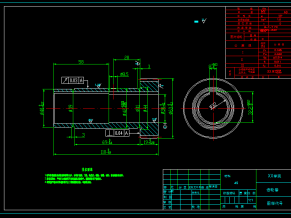
拨叉零件图
图纸所示是产品的换挡拨叉,该产品年产量10000件台,其设备废品率为10%,机械加工废品率为1%,故柔性连接座的生产纲领为:
N=Qn1+α%+β%=10000×1×1+10%+1%=11100件/年
1.2零件的工艺分析
该零件主要加工面有平面、光孔和螺纹孔,可通过铣、钻、扩、铰及攻螺纹来获得。加工参数如下:
铣T1,T2面至尺寸75-0.30mm,表面粗糙度要求12.5;
铣T3,T4面至尺寸8-0.10mm,表面粗糙度要求3.2,以?25孔轴线为基准有0.05的垂直度要求;
铣T5,T6面至尺寸1360+0.5mm,表面粗糙度要求3.2,两平面有0.05的平行度要求,以?15.5孔轴线为基准有0.04的平行度要求;
铣T7面至尺寸30-0.210mm,表面粗糙度要求12.5;
铣方形槽至尺寸18-0.0180mm,表面粗糙度要求3.2;
钻Φ25mm的孔至尺寸Φ250+0.021mm,表面粗糙度要求3.2;
钻Φ15.5mm孔至尺寸Φ15.50+0.07mm,表面粗糙度要求6.3;
攻长为20的M18螺纹孔,表面粗糙度要求6.3;
根据以上的分析可知,可以先加工一个平面作为基准加工其他平面。以T1面为粗基准加工T2面。
1.3零件的作用
题目所给的零件是C415017车床的拨叉。它位于车床变速机构中,主要起换挡,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的Φ25孔与操纵机构相连接,而下方的Φ136半圆孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下放的齿轮变速。两件零件铸为一体,加工时分开。

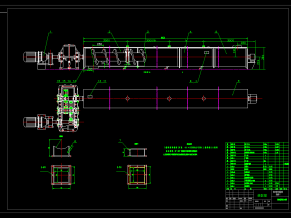
工序卡片01_doc_0

机械加工工艺过程综合卡片d8_doc_0

机械加工工艺过程综合卡片d8_doc_1

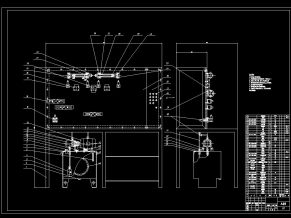
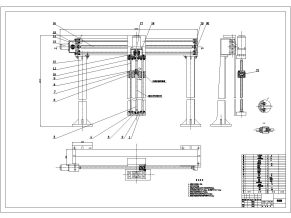
夹具体图

夹具装配体

零件毛坯图

目 录_doc_0

目 录_doc_1