进给偏心轴
进给偏心轴机械加工工艺规程及夹具设计
目录
第1章零件工艺分析和毛坯设计1
1.1零件工艺分析及生产类型确定1
1.2毛坯类型及毛坯图设计2
第2章机械加工工艺规程设计3
2.1基准选择3
2.2工艺方案拟定3
2.3机械加工余量、工序尺寸及公差的确定4
2.4主要工序切削用量及时间定额计算6
第3章专用夹具设计22
3.1工序内容及加工要求22
3.2定位基准22
3.3夹具结构设计及工作流程22
第4章结论24
参考文献25
1.1.零件工艺分析及生产类型确定
本零件材料为45钢。毛坯形式为棒料,生产纲领为1万件年。零件的主要作用是承载机床进给系统中扭矩和转速的传递。
从零件图上得到该零件的主要表面要求,外圆φ16和外圆φ12粗糙度等级达到Ra1.6,公差等级达到IT6级。外圆φ12所在轴径为存在偏心,加工需要偏心套等专用夹具。零件的平均精度中上档,工序集中在车削工序。零件加工多采用车削钻削加工方式。零件的加工多采用以中心孔为基准,定位可靠,基准统一。

毛坯图

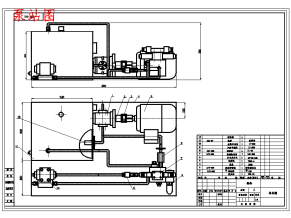
钻床夹具装配图

综合卡片

所包含文件预览

字数统计

设计目录

夹具设计部分

零件工艺分析及生产类型确定

加工余量、工序尺寸及公差的确定