
](http://img.jixie5.com/d/file/2017/02/09/561ea8a1d72b5d5defbdffe0d4a4d35c.png_b.png)
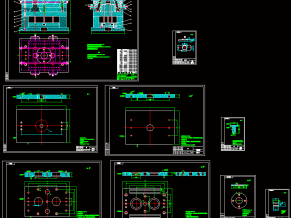
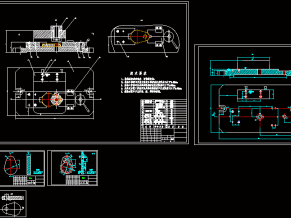
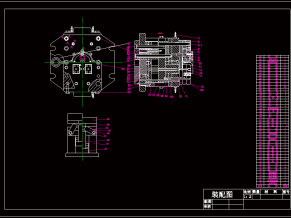
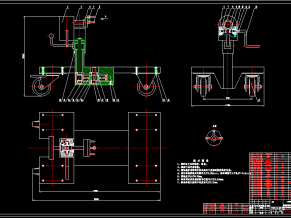
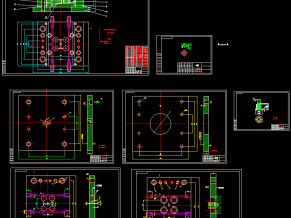
手柄(C1318自动车床手柄)[洗32上端面][装配图1张]
(全套带图)手柄(C1318自动车床手柄)[铣32上端面](含全套CAD图纸)
摘要
定位基准的选择
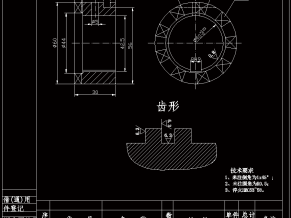
a.粗基准:以φ32外圆作为粗基准,加工φ16H7孔,可保证壁厚均匀,减小偏心。同时铣φ16H7的两端面,保证端面对φ16H7孔中心线的垂直度。
b.精基准:主要考虑基准重合问题。选择φ16H7孔的轴心线作为精基准,加工右端面(M16端面)。
目录
一、零件的主要技术条件分析2
二、选择毛坯、确定毛坯尺寸3
2.1零件的生产类型3
2.2选择毛坯3
2.3确定机械加工余量3
2.4确定毛坯尺寸3
2.5确定毛坯尺寸公差3
三、选择加工方法、制定工艺路线4
3.1定位基准的选择4
3.2零件表面加工方法的选择4
3.3制定工艺路线4
四、工序设计5
4.1选择加工设备与工艺装备5
4.2确定工序尺寸6
五、确定切削用量6
5.1工序Ⅰ切削用量的确定6
5.2工序Ⅱ切削用量的确定7
5.3工序Ⅲ切削用量的确定7
5.4工序Ⅳ切削用量的确定7
5.5工序Ⅴ切削用量的确定7
5.6工序Ⅵ切削用量的确定8
5.7工序Ⅶ切削用量的确定8
5.8工序Ⅷ切削用量的确定8
5.9工序Ⅸ切削用量的确定8
5.10工序Ⅹ、Ⅺ、Ⅻ切削用量的确定9
六、设计总结9
参考文献10

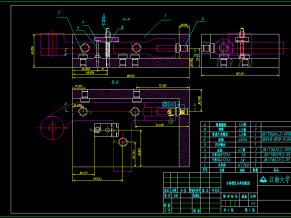
零件图

毛坯图
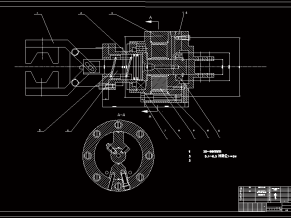





Φ630MM的数控车床总体设计及六角回转刀架设计---(含全套CAD图纸)")
Φ600MM的数控车床总体设计及纵向进给设计(含全套CAD图纸)")
Φ600MM的数控车床总体设计及液压尾座设计(含全套CAD图纸)")
Φ600MM的数控车床总体设计及横向进给设计(含全套CAD图纸)")
Φ550MM数控车床总体设计及横向进给设计(含全套CAD图纸)")
Φ550MM的数控车床总体设计及纵向进给设计(含全套CAD图纸)")
Φ550MM的数控车床总体设计及液压尾座设计(含全套CAD图纸)")
Φ550MM的数控车床总体设计及六角回转刀架设计(含全套CAD图纸)")
Φ500MM的数控车床总体设计及四方回转刀架设计(含全套CAD图纸)")
Φ460MM的数控车床总体设计及纵向进给设计(含全套CAD图纸)")