

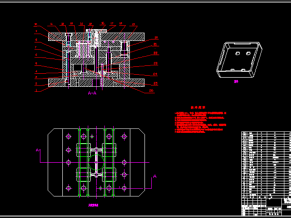
多垫圈复合模
(全套含cad图)模具四垫圈复合模
摘要
复合冲裁是冲床在一次行程中,板料在冲模内经过一次定位,能够同时完成两种或两种以上不同工序的冲压过程。对于该零件采用复合模能保证冲压件的形位精度和尺寸精度,且生产效率也高。
连续冲裁是在一套冲模里,把同一个冲压件的几个工序排列成一定顺序。加工时,冲床每次行程,条料在冲模里依次移动一个位置。在不同的位置(简称工位)上,分别进行工件所要求的不同工步(即连续冲压工序中每一单独的工序),除最初几次冲程外,以后每次冲程都可以完成一个冲压件。对于该零件采用连续冲裁虽能满足其生产效率,但零件的材料为橡胶,质软,采用连续冲裁难以保证冲压件的形位精度和尺寸精度,而且其模具制造、安装较复合模要复杂。
目录
一、设计多垫圈复合模的出发点………………………………………… 2
二、多垫圈复合模冲压的工艺分析……………………………………… 4
1、材料…………………………………………………………………4
2、尺寸精度……………………………………………………………4
3、冲压工艺分析………………………………………………………4
三、冲压工艺方案的制定………………………………………………… 6
1、单垫圈、多垫圈复合模的比较……………………………………6
2、主要难题及解决方法………………………………………………6
四、冲压工艺的计算……………………………………………………… 8
(一)、排样计算……………………………………………………………8
(二)、计算各工序压力、选择压力机……………………………………10
(三)、复合模的凸、凹模的计算…………………………………………11
1、凸、凹模的刃口计算………………………………………………11
2、凸凹模的设计………………………………………………………13
(四)、弹簧的选用和计算…………………………………………………14
五、选择压力机型号……………………………………………………… 16
六、主要零部件结构与尺寸的选择和确定……………………………… 17
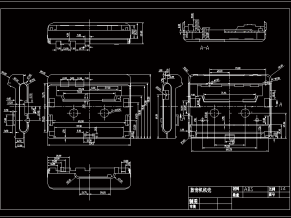
七、绘制模具总装图……………………………………………………… 21
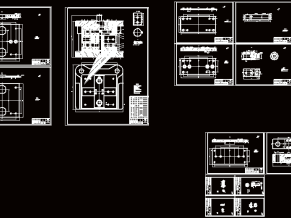
八、绘制主要非标准零部件图…………………………………………… 23
九、结束语………………………………………………………………… 24
参考文献…………………………………………………………………… 25

凹模-3A

打板

打棒

顶板1

顶板2

复件 凹模-3A

上垫板-3A









")
座块盖注塑模具设计(含全套CAD图纸)")
锥形塑圈注塑模具设计(含全套CAD图纸)")
罩盖注塑模具设计(含全套CAD图纸)")
长套管塑料模具设计(含全套CAD图纸)")
拉杆模具设计(手提箱提手)全(含全套CAD图纸)")
基于逆向工程技术的台灯外壳模具设计(含全套CAD图纸)")
基于逆向工程技术的人物面具模具设计(含全套CAD图纸)")
摇臂冲压工艺与模具设计(含全套CAD图纸)")
旋纽注塑模具设计(含全套CAD图纸)")