

包含文件
32分度钻孔夹具设计,包含全套,说明书,CAD图(装配图,夹具体,钻模板,分度盘,短销,)CAD图小有瑕疵但不影响。
1.零件的作用
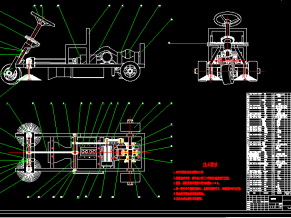
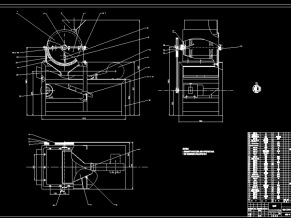
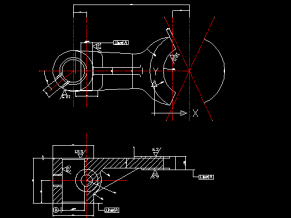
题目所给定的零件是41-4型4.5kw锥形转子电动机机座。它是电动机的外部主体。主要的作用是支持电动机的定子连接电动机的两端盖圆周方向均布的三个螺纹孔用以固定电动机的定子。(图)
2.零件的工艺分析
41-4型4.5kw锥形转子电动机机座有一下几组加工表面:(1)以直径245孔为中心的加工表面
这一组表面包括直径243孔,直径253孔4-M12-7H孔。
(2).以直径253孔为中心的加工表面
这一组包括右端面,直径245孔锥形面,直径253孔,4-M12-7H孔。
(3).这一组加工表面出口葫芦的端面,4-M5-7H孔,直径20的孔,
4个直径3的孔,一个直径17的孔一个M5-7H螺纹孔,机座圆周上均布的3-M10-7H的螺纹孔。
1.择材料零件的选择
零件的材料为HT200,考虑到机座在电动机的运行中受力不是太大,零件属于大批生产,零件的轮廓较大,外形结构较为复杂,外形没有粗糙度要求,所以选择铸件。
2.基面的选择
基面的选择是工艺规程设计的主要工作之一,基面选择合理可以使加工质量得到保证,促进生产率的提高。否则加工过程会问题百出,更有甚者,会造成零件的大批报废,使生产无法正常进行。
(1).粗基准的选择
对于一般套类零件而言,以外圆定位是合理的。但是该零件全是散热片不宜装夹,按照一般粗基准的选择原则〈当零件有不加工表面时,应该以这些不加工表面为粗基准,若零件有多个不加工表面时则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准〉现在该零件的两端部各有四个耳墩可以加紧,所以应该以零件的两端面为粗基准作为定位面。
(2).精基准的选择
主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。
3.制定工艺路线
(1)定工艺路线的出发点,应该是使零件的几何尺寸,尺寸精度,位置精度等技术要求能得到合理的保证,在生产纲领已确定为大批生产的条件下,应尽可能集中工序;除此之外还应考虑经济效果,以便生产成本尽量下降。
(2)表面加工方法的选.
零件各表面的加工方法,主要根据表面的形状,尺寸的大小,精度和粗糙度,,零件的材料性质,生产类型以及具体的生产条件,等来确定.
各种加工方法的经济加工精度和经济表面粗糙度不同的加工方法,如:车,铣,镗,钻,刨等,因其用途不同,所能达到的精度和表面粗糙度也大不一样,即使是用同一种加工方法,在不同的加工条件下所得到的精度和表面粗糙度也是不一样的,这是因我在加工过程中,将有各种因素对精度和粗糙度产生的影响,如工人的技术水平,切削用量,刀具的刀磨质量,机床调整质量等等.
所谓某种加工方法的经济精度,是指在正常的工作条件下(包括完好的机床设备,必要的工艺装备,标准的工人技术等级,标准的耗用时间和生产费用)所能达到的加工精度。面的形状,尺寸的大小,精度和粗糙度,,零件的材料性质,生产类型以及具体的表面加工方法和加工方案的选择,零件各表面的加工方法,主要根据表生产条件,等来确定.
(3)确定工序集中与分散本零件由于是大量的生产类型,故采用工序分散,工序集中是将工件的加工集中在少数几道工序中完成。每道工序的加工内容较多,而工序分散是指将工件的加工分散在较多的工序中进行,每道工序的加工内容很少。工序集中与工序分散是拟订工艺路线时确定工序数目及内容的两种不同的原则。它与生产批量的大小有密切关系
序分散有如下特点:
1)适合于生产批量大、产品的品种规格固定的场合2)设备与工艺装备比较
简单,调整方便。以容易掌握,生产准备工作量少,容易适应产品更换。3)
便于采用最合理的切削用量,减少基本时间。4)对于重型和大型零件,为了
减少工件装卸和运输的劳动量,工序应适当集中,对于刚性差且精度高的精密
工件,工序应适当分散。
(4)设备与工艺装备的选择:
设备选择:生产批量大,产品类型变化少,可采用高效自动加工设备。如多刀、
多轴机床。若产品种类变化大或生产批量小时,可采用通用机床,选择设备时,
还应考虑1)机床能达到的加工精度与工件要求的加工精度相适应。2)机床规格
与工件的外型尺寸相适应。3)与现有的加工条件相适应,如设备、负荷的平衡状
况等。综合上述故本零件的加工选择了车床、铣床、钻床
工艺装备的选择:工艺装备的选择要考虑生产类型、具体加工条件、工件结构
特点和技术要求等因素:(1)夹具的选择。单件小批量生产应首先采用各种通用
夹具和机床附件,如卡盘分度头等。有条件的可采用组合夹具,大批量生产采用
高效专用夹具。多品种的中小批量生产可采用可调夹具或成组夹具。对该零件的
孔采用专用夹具。(2)刀具的选择。优先采用标准刀具,大批大量生产中应采用
各种高效的专用刀具,复合刀具和多刃刀具等。刀具的类型、规格和精度等级应
符合加工要求。综上所述,该零件采用高效的专用刀具。(3)量具的选择。单件
小批生产应广泛采用通用量具,如游标卡尺,码表和千分表等。大批大量生产应
采用极限量规和高效专用检具和量仪等,量具的精度必须与加工精度相适应。综
上所述,加工该零件需采用通用量具。
(5)机械加工余量、工序尺寸及毛坯尺寸的确定。
工艺路线制定后,在进一步安排各个工序的具体内容时应正确的确定工序尺寸
即工序应保证的加工尺寸。工序尺寸的确定与工序的加工余量有着密切的关系。
1)加工余量是指加工过程中从加工表面切去的金属厚度。加工余量可分为工序加
工余量和总加工余量。工序余量是相邻两个工序尺寸之差;加工总余量是毛坯尺
寸与零件图样的设计尺寸之差。由于工序尺寸有公差,故实际切除的余量大小不等。
2)加工余量的大小对零件的加工质量和生产率均有较大的影响。加工余量过大,不
仅增加机械加工的劳动量、降低生产率,而且增加材料、工具和电力的消耗,提高
成本,但加工余量过小,又不能保证消除前面工序的误差和表面缺陷,甚至产生废
品,所以应该合理的确定加工余量,其原则是保证加工质量的前提下,越小越好。
3)确定加工余量的方法:(1)查表法(2)经验估计法(3)分析计算法本零件采
用查表法。在确定加工余量时,要分别确定加工总余量和工序余量。加工总余量的
大小与所选择的毛坯制造精度有关。用查表法确定工序余量时,粗加工工序余量不
能用查表法得到。而是总余量减去其它工序余量得到。
4)确定工序尺寸及其公差

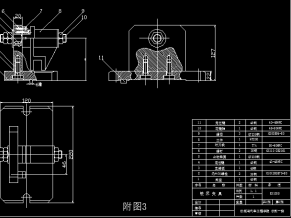
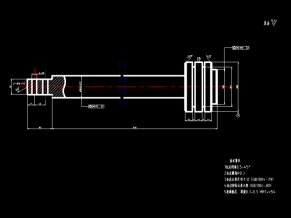
短销

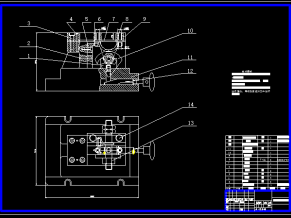
分度盘

夹具体









UG设计")


")
")
