连杆――A3
1.连杆Φ50孔,粗糙度Ra3.2,尺寸精度
2.连杆Φ25孔,粗糙度Ra3.2,尺寸精度
3.连杆Φ70端面,粗糙度Ra3.2,尺寸精度
4.连杆Φ42端面,粗糙度Ra3.2,尺寸精度
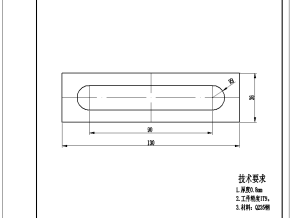
5.连杆宽12.8槽,粗糙度Ra3.2,尺寸精度
6.连杆Φ50孔与Φ25孔的中心距88,尺寸精度880.05
位置精度分析:连杆Φ50孔为基准A,Φ42端面与基准A的垂直度公差0.05;8×12.8与基准A的对称度公差0.1。

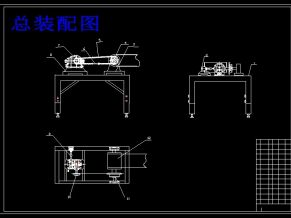
装配图――A1

工艺过程卡片

机械加工工序卡片

夹具体――A2

连杆毛坯图――A3

目录

全部文件