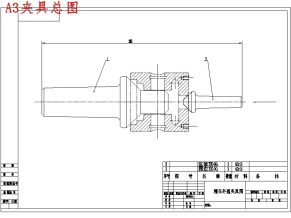
夹具装配图
序言
机械制造工艺学课程设计是在我们学完了机械制造技术基础和机械制造工艺学等课程之后进行的。这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。因此,它在我们的大学课程学习中占有重要的地位。就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题,解决问题的能力。
此次课程设计,需要我们熟练掌握基础课程知识以及充分了解专业学科知识,如运用软件绘制零件图、毛坯图,零件加工工艺路线的定制等。同时通过设计让我们学会查询各种专业相关资料,有助于扩展我们的知识面。总的来说,就是要让所学理论知识在实际设计过程中得到最充分地利用,并不断提高自己解决问题的能力。
本设计的内容是制订操纵手柄加工工艺规程。通过分析操纵手柄从毛坯到成品的机械加工工艺过程,总结其结构特点、主要加工表面,并制定相应的机械加工工艺规程。针对操纵手柄零件的主要技术要求,选择适当的夹具进行装夹以及设计钻孔用的钻床夹具。
本着力求与生产实际相结合的指导思想,本次课程设计达到了综合运用基本理论知识,解决实际生产问题的目的。由于个人能力所限、实践经验少、资料缺乏,设计尚有许多不足之处,恳请老师给予指教。
目录
序言I
1零件分析1
1.1零件的生产类型及生产纲领1
1.2零件的作用1
1.3零件的工艺分析1
2铸造工艺方案设计2
2.1确定毛坯的成形方法2
2.2确定铸造工艺方案2
2.2.1铸造方法的选择2
2.2.2造型的选择2
2.2.3分型面的选择2
2.3确定铸造工艺参数2
2.3.1加工余量的确定2
2.3.2拔模斜度的确定3
2.3.3收缩率的确定3
2.3.4不铸孔的确定3
2.3.5铸造圆角的确定3
3机械加工工艺规程设计3
3.1基面的选择3
3.1.1粗基准的选择3
3.1.2精基准的选择3
3.1.3制订工艺路线3
3.1.4工艺方案的分析: 5
3.2确定机械加工余量及工序尺寸5
3.2.1车Φ24mm外圆端面5
3.2.2车Φ24mm外圆6
3.2.3车Φ18外圆6
3.2.4铣D端面至尺寸18mm 6
3.2.5铣键槽所在平面7
3.2.6铣16X8mm槽7
3.2.7铣M6端面7
3.2.8 Φ12 mm的孔8
3.2.9 Φ10的孔8
3.2.10 Φ9 mm的孔9
3.2.11 Φ16mm的孔9
3.2.12攻M6螺纹及倒角0.5X45 9
3.3确定切削用量及基本工时9
3.3.1车Φ24mm外圆端面9
3.3.2车Φ24mm外圆10
3.3.3车Φ18mm外圆: 12
3.3.4铣D端面至尺寸18 mm 13
3.3.5铣键槽所在平面14
3.3.6铣16X8mm槽16
3.3.7铣M6端面17
3.3.8 Φ12 mm的孔19
3.3.9铰孔Φ12: 20
3.3.10 Φ10的孔21
3.3.11铰孔Φ10: 22
3.3.12 Φ9 mm的孔23
3.3.13绞孔Φ9mm: 25
3.3.14 Φ16mm的孔26
3.3.15绞Φ16mm的孔27
3.3.16攻螺纹M6 28
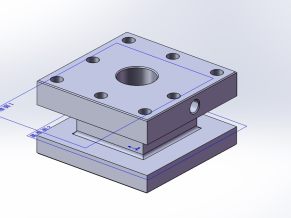
4钻M6螺纹孔夹具设计29
4.1问题的提出29
4.2定位基准的选择29
4.3切削力和夹紧力的计算30
4.4定位误差分析33
4.5夹具设计及操作的简要说明34
总结35
参考文献36

操纵手柄零件图

操纵手柄毛坯图

夹具体

过程卡

夹具设计部分

设计所包含文件

字数统计

工序卡

说明书前三页